
触摸屏在平板硫化人机界面上的应用
摘要:触摸屏作为一种新型的人机界面,简单易用,功能强大,性能稳定。在平板硫化机系统设计中,以触摸屏作为人机界面,简化电气线路,系统界面友好,简单直观,易于操作。系统试用表明触摸屏的使用提高了控制系统的稳定性和抗干扰能力,触摸屏的使用减少了大量的硬件设施以及由此而带来的故障。
关键词:触摸屏;硫化机;系统设计
中图分类号:TP273 文献标识码A 文章编号 1674-6708(2011)48-0182-02
近年来,随着我国自动化技术的提高,工厂自动化也上了一个新台阶。触摸屏作为一种新型的人机界面,从一出现就受到关注,它的简单易用,强大的功能及优异的稳定性使它非常适合用于工业环境。用户可以自由地组合文字、按钮、图形、数字等来处理或监控管理随时可能变化的信息。在平板硫化机上使用触摸屏能减少可编程控制器控制所需的I/O 点数,降低生产成本;使设备配线标准化,简单化;系统界面友好,简单直观,易于操作,同时也相对提高整套设备的附加价值。
1 饱和蒸汽力源的平板硫化机的工艺条件
平板硫化机主要控制的工艺条件是压力、模具温度和模压时间,硫化时的压力、温度和时间与胶料配方有关,一般压力为4MPa~5MPa,温度为130℃ ~150℃,时间10min~15min。平板硫化机的类型虽有多种,但热硫化的三个基本要素都必须满足,而且应有足够的调节范围,以确保质量要求。饱和蒸汽力源平板硫化机的压力由液压系统通过液压缸产生,温度由饱和蒸汽所提供,硫化时间要设置调整装置,以便根据胶料的不同,进行相应设置。
2 控制系统设计
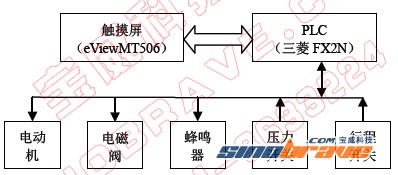
图1 电气系统图
2.1 系统硬件设计
触摸屏采用eViewMT506,PLC 采用三菱FX2N-32MR。触摸屏与PLC 相连接,与PLC 进行信息交换;压力开关、行程开关与PLC 连接,向PLC 传递信号;蜂鸣器、电动机与电磁阀PLC 进行控制。

图2 平板硫化机工作流程图
由于使用触摸屏,系统仅设置一个急停按钮,通过控制系统电源断路器的电磁脱扣器达到紧急情况切断电源的目的,其他控制由触摸屏设计的按钮来完成。
系统控制方式分为自动与手动两种,自动方式为加工模式,手动方式为检修调整模式。
2.1.1 自动方式
平板硫化机的自动工作流程按照硫化的工艺过程设置,由加料、合模、排气、硫化、开模和模具清理等工作步骤构成,具体如图2 所示。其中排气的次数与硫化的时间,根据胶料不同进行设定,同时由于时间较长,压力会下降,当压力低于高压下限时,启动高压泵补压。
2.1.2 手动方式
手动控制由触摸屏上的开模启动与停止按钮和合模启动与停止按钮完成。手动开模时,开模电动机、开模电磁阀工作;手动合模时,开模电动机、开模电磁阀工作。
2.2 触摸屏画面设计
在人机界面(MT506)中,设计了4幅画面,包括主画面、参数设定画面、自动方式监控画面、手动方式监控画面。还有一个用于输入参数的数字键盘自动弹出窗。触摸屏设计如图3 所示。
2.2.1 主画面设计
主画面主要用来显示企业LOGO和系统画面引导,设置两个引导键,分别是参数设定与状态监控,分别用来进入参数设定画面与监控画面。
2.2.2 参数设定画面设计
平板硫化机需要设定的参数有两个,分别是硫化时间和排气次数,根据不同胶料的要求不同进行设置。在参数设定画面中分别设置了这两个参数值的输入框,并设置了一个数字键盘的弹出画面,用于参数值的输入。
2.2.3 自动方式监控画面设计
自动方式监控画面中,设置5个指示灯用来显示系统的5个主要工作状态;两个数值显示,分别显示硫化时间的设定值与当前值;一个启动按钮,用来启动自动工作循环。
2.2.4 手动方式监控画面设计
手动方式监控画面中,四个控制按钮,分别是开模启动、开模停止、合模启动、合模停止,用于检修调整等情况下的手动开合模操作;两个指示灯分别指示开模与合模状态。
2.2 触摸屏画面设计
在人机界面(MT506)中,设计了4幅画面,包括主画面、参数设定画面、自动方式监控画面、手动方式监控画面。还有一个用于输入参数的数字键盘自动弹出窗。

图3 触摸屏画面
2.2.1 主画面设计
主画面主要用来显示企业LOGO和系统画面引导,设置两个引导键,分别是参数设定与状态监控,分别用来进入参数设定画面与监控画面。
2.2.2 参数设定画面设计
平板硫化机需要设定的参数有两个,分别是硫化时间和排气次数,根据不同胶料的要求不同进行设置。在参数设定画面中分别设置了这两个参数值的输入框,并设置了一个数
字键盘的弹出画面,用于参数值的输入。
2.2.3 自动方式监控画面设计
自动方式监控画面中,设置5个指示灯用来显示系统的5个主要工作状态;两个数值显示,分别显示硫化时间的设定值与当前值;一个启动按钮,用来启动自动工作循环。
2.2.4手动方式监控画面设计
手动方式监控画面中,四个控制按钮,分别是开模启动、开模停止、合模启动、合模停止,用于检修调整等情况下的手动开合模操作;两个指示灯分别指示开模与合模状态。
3 结论
本系统采用PLC为核心控制器,触摸屏作为人机界面,两者通过串口通信来控制系统的执行部件,实现整机的自动控制。使用触摸屏的平板硫化机控制系统,性能稳定,设计和使用方便,故障率低,维护维修方便,已经在化工机械行业得到了广泛应用。

